| |||
|
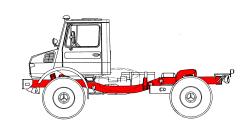
Der Fahrzeugrahmen |
| |||||
|
Herstellung des U-Rahmens |
||
|
Wie beim Original, sollte auch das Modell einen bauchigen
U-Profil Rahmen, verbunden mit Quer-Rohrträgern aufweisen. Als Vorlage dienten
Herstellerzeichnungen (massstäbliche Zeichnung aus der Zeitschrift TruckModell 1/96) sowie eigene Skizzen, abgenommen vom Vorbild.
Da sich U-Profil eher
schlecht als recht mit häuslichen Biegevorrichtugen biegen lässt, habe ich den
Umweg über Flach-und Winkelmaterial gewählt. Als Werkstoff wurde Aluminium verwendet. Als
Bezugsquellen dienten der lokale Baumarkt (Alu L-Profile) und die Restenschublade eines
metallverarbeitenden Kleinbetriebes (Alublech).
|
||
|
Die Seitenbleche der beiden Längsträger (Alublech, 2mm) werden grob auf Mass gesägt, miteinander
verschraubt und auf Mass gefeilt. Nebenstehendes Bild zeigt die beiden Seitenteile
(vor der Bearbeitung miteinander verschraubt ergibt zwei gleiche Teile).
Der nächste Schritt bestand darin, die L-Profile (Alu, 10x10mm) an die bauchige Form der Seitenteile anzupassen/zu biegen um schlussendlich zwei Längsträger mit U-Querschnittsprofil wie beim Original zu erhalten.
|

Bild 1.1: Fertige Seitenbleche (leider kein grösseres Photo |
|
)
Bild 1.2: Einzelteile Längsträger |
Nebenstehendes Photo zeigt die drei Einzelteile eines Seitenteils vor dem Verschrauben und Verkleben und im Hintergrund
ein (fast) fertiges Seitenteil.
Die L-Profile werden mit Übermass auf Länge zugeschnitten und beginnend von einer Seite bündig im Schraubstock gehalten und erstmals ohne weitere Bearbeitung mit den Seitenteilen verbohrt (D=2mm) und wieder getrennt.
|
|
|
Zwei bis drei Borungen genügen vollauf. Anschliessend wurden Gewinde (M2,5) in die Seitenteile
geschnitten und die Löcher in den L-Profilen auf D=2,6mm aufgebohrt und auf Kopfdurchmesser der Senkschrauben (M2.5x9) angesenkt. Im Anschluss wurden die beiden Teile miteinander verschraubt und dort wo eine Biegung sein sollte, mit einem Bleistift vom Biegeanfang bis Ende im Abstand von ca. 5 - 10mm Markierungen für die anschliessenden Einschnitte angebracht, die beiden Teile wieder getrennt, die Einschnitte eingesägt, die beiden Teile wieder miteinander verschraubt, die nähsten Bohrungen angebracht und das ganze "Spiel" wiederholt, bis die gesamte Länge des L-Profils der Kontur des Seitenteils entsprach. Mit etwas Übung schafft man auch zwei Biegungen zwischen den einzelnen Bohr-Schritten. Nach zwei Stunden waren dann die L-Profile bereit füer die endgültige Verschraubung und gleichzeitiger Verklebung mit 2K-Kleber (UHU Plus Endfest 300). Wer einen grossen "Backofen" hat, sollte die Gelegenheit nutzen, die Teile unter Einwirkung höherer Temperaturen (siehe Packung) auszuhärten, da eine höhere Endfestigkeit erreicht wird und sich die Aushärtungszeit reduziert. (z.B. 15 Minuten, anstelle von 12 Stunden). Nach der Aushärtungszeit werden mittels Feile einerseits die vorstehenden Schrauben plan gefeilt und andererseits die beiden Radien (entsprechen den Biegeradien beim Original) ausgefuehrt. Die beim Original aufgeschweisste Stahlplatte im vordersten Teil des Rahmens entstanden aus 1mm Alublech und sind mittels L-Profilen mit den Längsträgern verklebt.
|
||
|
Beim Original sind die beiden Seitenteile mittels -zum Teil
gebogenen - Stahlrohren verbunden. Beim Modell sind diese aus Aluminiumrohr (D=12mm / 10mm) hergestellt.
Versuche, diese in die gewünschte Form zu biegen (mit Sand füllen, mit Gasbrenner erhitzen, über Lehre biegen)
schlugen leider fehl, respektive brachten nicht das gewünschte Ergebniss, da die Biegeradien a) eng sind und b) nur ein
kleiner Schraubstock / keine geeignete Einspannvorrichtung zur Verfuegung stand. Also sind bei meinem Modell besagte
Verbindungsrohre (leider) gerade.
Mittels Rohrschneider abgetrennt sollten diese in die zuvor angebrachten Aufnahmebohrungen in den Längsträgern befestigt werden. Diese Aufnahmebohrungen der Querrohre in den Längsträgern wurden zuerst auf 5mm vorgebohrt und danach mit einem 12mm Zapfensenker auf einer Tischbohrmaschine aufgebohrt. (Bis zu diesem Zeitpunkt besass ich keinerlei Werkzeugmaschinen wie Dreh- und Fräsmaschine. Eine kleine Emco 5 Dreh/Fräsmaschine wurde angeschafft und der Bau konnte weitergehen.) |
||
)
Photo 1.3: Erste Rahmenarbeiten |
)
Photo 1.4: Alter Rahmenabschluss |
|
|
Leider hatte ich keine Möglichkeit, (dünnwandiges) Alublech/-rohr zu verschweissen, sodass ich zusätzliche Aufnahmeringe zur Verklebung der Querrohre mit den Längsträgern angefertigt, eingeklebt und zusätzlich mit den Querrohren verstiftet habe (2mm Automatenstahl). Damit wird leider die Verwindungsfähigkeit des Rahmens um etwa 2/3 eingeschränkt. Im Photo 1.3 ist der Rahmen nach einem ersten Zusammenstecken der einzelnen Rahmenkomponenten zu sehen.
Anfänglich habe ich den hinteren Rahmenabschluss aus einem 2mm-Alublech hergestellt. Dieses wurde später durch ein Aluminium-Frästeil ersetzt, welches beidseitig mit je 6 Stk. M2,5 Senkkopfschrauben mit den Längsträgern verschraubt ist. Dabei wurden die Ansenkungen nur soweit gebohrt, dass die Schlitze der Schraubenköpfe noch vorstehen und mit dem Rahmen plangefeilt werden konnten, sodass von den Schraubverbindungen nach dem Lackieren nichts mehr zu sehen ist.
|
||
)
Bild 1.5: Aufbau eines Längsträgers (Querschnitt) |

Photo 1.6: Neuer Rahmenabschluss |
|
|
Bild 1.5 zeigt den Aufbau der Querrohrbefestigung an den Längsträgern mit den
erwähnten Aufnahmeringen. Das Ergebnis nach diesem Vorgang ist auf den Photos 1.6 bis 1.8 zu sehen.
Würde ich nochmals einen solchen Rahmen bauen, so würde ich einen Versuch mit Stahlblechen anstelle von Aluminiumblechen verwenden und diese selbst hartlöten oder alternativ von einem Carrosseriebetrieb schweissen lassen. Ich schätze, dass der Rahmen verwindungsfähiger bleibt und zudem die Anfertigung von Aufnahmehülsen wegfällt. Da die Differentialgehäuse der beiden Achsen masstäblich zu gross sind und der Rahmen ein paar Millimeter zu breit mussten noch Aussparungen auf der linken Fahrzeugrahmenhälfte angefertigt werden um den (massstäblich korrekt) aussermittigen Differentialgehäusen Platz zu schaffen wie auf Photo 1.9 zu sehen. |
||
)
Photo 1.7: Direkt nach dem Verkleben... |
)
Photo 1.8: ... noch unverputzt |
|
)
Photo 1.9: Fräsen der Aussparungen für Diffgehäuse |
||
|
Aufhängungsteile Hinterachse |
||
|
Die hinteren Lagerungen der Federbeine / Stossdämpfer
sind dem Original näherungsweise nachempfunden. Aus Alublech werden vier Stücke, ca. 65 x 50mm ausgesägt, miteinander
verklemmt (Klemmzange) und alle vier Bleche miteinander auf Mass gefeilt. Anschliessend wurden die Verbindungs"bleche" von vorhandenem Alu-Rechteckprofil auf Länge zugeschnitten und mit den Seitenteilen verbohrt, mit Gewinden versehen (M2,5), verschraubt und verklebt (UHU Plus Endfest 300). Die wie beim Original versetzt zueinander angeordneten Seitenbleche wurden auch beim Modell nachgebildet und die Querbohrung für den Stossdämpfer mit ca. 12° zur horizontalen Achse gebohrt (Skizze 2.3). Die Aushärtung erfolgte im Backofen bei ca. 120°C. Das Resultat ist in Photo 2.1 zu sehen. Beim Verschrauben, resp. Ansenken stehen die Schraubenköpfe soweit vor wie der Schraubenschlitz tief ist. Die derart vorstehenden Schrauben werden nach dem Aushärten des Klebers plangefeilt und die Bohrungen für das Querrohr (d=12mm) angefertigt.
|
||
)
Photo 2.1: Nach dem Verschrauben & Verkleben |
)
Photo 2.2: Verbindungsrohr aus 3 Drehteilen |
|
)
Photo 2.3: Skizze 12°-Versatz |
||
|
Die beiden Aufhängungskomponenten sind beim Original mit den Querrohren
verschweisst. Da an dieser Stelle beim Modell verhältnismässig hohe Drehmomente eingeleitet werden, erschien mir eine reine Verklebung als nicht
geeignet, da die Klebenfläche zu klein ist. Besagtes Querrohr besteht aus drei Drehteilen: zwei äussere Drehteile (Aluminium D=16mm) und ein mittleres (Alurohr D=12/8mm). Die beiden äusseren
Dreteile sind mit dem Rahmen verschraubt und mit den Aufhängungsteilen verstiftet (2mm Automatenstahl). Als Verbindung der beiden Drehteile dient das erwähnte, auf beide Drehteile aufgeschobene, Alurohr.
Derart ausgeführt, dürften auch grobe Schläge (Bsp. Überfahren einer Bordsteinkante) die Verbindungen nicht abscheren oder abdrehen.
|
||
|
Aufhängungsteile Vorderachse |
||
|
Im Gegensatz zu den hinteren Federaufnahmen entstanden die vorderen Federaufnahmen aus Messing. Anstelle diese aus Aluminium aus dem Vollen zu fräsen habe ich von vorrätigem MS-Flachmaterial (2x20mm) die Einzelteile grob auf Länge zugeschnitten und auf der Fräsmaschine winklig und auf endgültige Länge gefräst sowie bei den Seitenteilen noch eine 2mm breite und 0.5mm tiefe Nut eingefräst (Photo 3.1).
Die Nut diente dazu, dass die Seitenteile winklig montiert und beim Hartlöten nicht verrutschen können. Die Seitenteile erhielten noch je eine fluchtende Hilfsbohrung in das nach der Endbearbeitung (Abschrägung) wegfallende Material um die beiden Seitenteile beim Hartlöten festzuhalten. Das Festhalten erfolgte mittels einer M3-Schraube und eines gedrehten Abstandhalters aus Messing wie ebenfalls auf Photo 3.1 links zu sehen ist. |
||
)
Photo 3.1: Gefräste Einzelteile vor dem Hartlöten |
)
Photo 3.2: nach dem Hartlöten |
|
)
Photo 3.3: Am Rahmen montiert |
)
Photo 3.4: dito |
|
|
Was noch folgt ist die Herstellung der Federteller sowie die endgültige Befestigung mittels Inbus-Senkkopfschrauben.
|
||
|
Getriebebefestigung |
||
|
Ähnlich wie beim Vorbild ist das Modellgetriebe an drei Punkten mit dem Rahmen verbunden. Das Getriebe muss Schub-und Zugkräfte, eingeleitet von den Schubrohren an das Chassis weitergeben können und zudem den Rahmen in der Verwindungsfähigkeit nicht behindern.
Das im Modell eingesetzte Stirnradgetriebe gibt beim Betrieb die "typischen Geräusche" eines solchen Getriebes von sich; nicht unangenehm laut, jedoch gut hörbar. Um nicht noch den Rest des Fahrzeuges als Schallkörper zu missbrauchen,
habe ich eigens drei gummigelagerte Befestigungselemente hergestellt. Diese bestehen aus einem Aluminium-Grundkörper (auf der Fräsmaschine angefertigt) welche je einen Gummitüllen von Gross-Servos aufnehmen, mit deren Hilfe eine metallische Verbindung zwischen Getriebe und Chasiss vermieden werden konnte ohne dass die Getriebehalterung wackelig oder unpräzise wurde. Diese Gummitüllen sind relativ weich und brechen / reissen leicht. Um zu verhindern, dass diese beim Einbau und festziehen der Befestigungsschrauben zu stark gequetscht werden und somit quasi zwischen den beiden Befestigungspunkten (Getriebe - Getriebehalterung) "verlaufen", habe ich noch drei Aluscheiben ("Manschettenzentrierscheiben") angefertigt, die dieses "Verlaufen" der Gummitüllen erfolgreich verhindern.
Die drei Getriebehalterungen werden abschliessend mittels M2,5-Senkkopfschrauben mit dem Rahmen verschraubt und für die befestigung des Getriebes werden Innensechskantschrauben zum Einsatz gelangen, sobald Getriebe und Achsen fertiggestellt und erfolgreich in Betrieb genommen worden sind (im Photo 4.2 bis 4.4 noch nicht der Fall). |
||
)
Bild 4.1: Schnittdarstellung Getriebeträger |
)
Photo 4.2: Provisorischer Einbau |
|
) Photo 4.3: Dank der Gummilagerung... |
) Photo 4.4: ...ist die Geräusch- entwicklung relativ gering |
|
|
Die Getriebebefestigungen erhielten noch Verschraubungen mit Inbus-Senkkopfschrauben M2.5 x 6 und die eigentliche Verschraubung mit dem Getriebe erfolgt ebenfalls mit Inbusschrauben M4 x 20. Deren Köpfe wurden auf der Drehmaschine im Durchmesser um ca. 1mm reduziert. |
||
) Photo 4.5: Die schlussendliche... |
) Photo 4.6: ...Getriebebefestigung |
|
|
Wird fortgesetzt...
|
||